
КИНгЦНЬЈЃЌЛЎЯпЦНЬЈЃЌбЧъЩж§вЕЃЌаавЕСьЯШ
КИНгЦНЬЈгУЭОЃКгУРДНјааЙЄМўЕФКИНгЙЄвеЃЌКЭУКИЦНАхВЛЭЌЃЌЩЯУцУЛгаПзЃЌЙЄзїУцЮЊЦНУцЛђtаЭВлЁЃ
КИНгЦНЬЈВФжЪЃКИпЧПЖШж§Ьњht200-300ЙЄзїУцгВЖШЮЊhb170-240ЃЌОЙ§СНДЮШЫЙЄДІРэЃЈШЫЙЄЭЫЛ№600ЖШ-700ЖШКЭздШЛЪБаЇ2-3ФъЃЉЪЙгУИУВњЦЗ ЕФОЋЖШЮШЖЈЃЌФЭФЅадФмКУЁЃ
КИНгЦНЬЈОЋЖШЃКАДЙњМвБъзММЦСПМьЖЈЙцГЬжДааЃЌЗжБ№ЮЊ0ЁЂ1ЁЂ2ЁЂ3ЫФИіЕШМЖЁЃ
КИНгЦНЬЈдкЩњВњЙ§ГЬжаЃЌЛсГіЯжжиСПЕФЦЋВюЁЃЭљЭљКИНгЦНЬЈЕФЩшМЦПМТЧЕНж§дьЮѓВюКЭЛњаЕМгЙЄЕФЮѓВюЃЌж§ЬњЦНЬЈЕФжиСПЮѓВювЛАуВЛЕУГЌЙ§10ЃЅЃЌГЌЙ§10ЃЅЪБЃЌвЊЖдКИНгЦНЬЈЕФжЪСПзіНјвЛВНЕФМјЖЈВХПЩвдШЗЖЈДЫж§ЬњЦНЬЈЪЧЗёПЩвдЭЖШыЪЙгУЁЃ
КИНгЦНЬЈЕФМьбщЗНЗЈЁЁ1ЁЂКИНгЦНЬЈЙЄзїУцЩЯВЛгІгаатМЃЁЂЛЎКлЁЂХіЩЫМАЦфЫћгАЯьЪЙгУЕФЭтЙлШБЯнЁЃ ЁЁ2ЁЂКИНгЦНЬЈЙЄзїУцЩЯВЛгІгаЩАПзЁЂЦјПзЁЂСбЮЦЁЂМадќМАЫѕЫЩЕШж§дьШБЯнЁЃИїж§дьБэУцгІГЙЕзЧхГ§аЭЩАЃЌЧвБэУцЦНећЁЂЭПЦсРЮЙЬЃЌИїЫАБпгІаоЖлЁЃ ЁЁ3ЁЂtаЭВлдкЦНАхЕФЯрЖдСНВрУцЩЯЃЌгІгаАВзАЪжБњЛђЕѕзАЮЛжУЕФЩшжУЁЂТнЮЦПзЛђдВжљПзЁЃЩшжУЕѕзАЮЛжУЪБгІПМТЧОЁСПМѕЩйвђЕѕзАЖјв§Ц№ЕФБфаЮЁЃ ЁЁ4ЁЂКИНгЦНЬЈгІОЮШЖЈадДІРэКЭШЅДХЁЃ ЁЁ5ЁЂКИНгЦНЬЈЙЄзїУцгыВрУцвдМАЯрСкСНВрУцЕФДЙжБЙЋВюЮЊ12МЖЃЈАДgb1184ЁЊ80ЁЖаЮзДЮЛжУЙЋВюЁЗЙцЖЈЃЉЁЃ 6ЁЂКИНгЦНЬЈЙЄзїУцЕФгВЖШгІЮЊhb170ЁЊ220Лђ187ЁЊ255жЎМфЁЃ ЁЁ7ЁЂtаЭВлжївЊМьЖЈЯюФП aЁЂВФжЪМАБэУцгВЖШЁЃbЁЂаЮзДЮЛжУЙЋВюЃЌКЌУћвхГпДчЃЌДЙжБЖШЙЋВюЁЃcЁЂЭтЙлЁЃdЁЂЦНУцЖШЁЃeЁЂНгДЅАпЕуЁЃfЁЂЦНУцВЈЖЏСПЁЃgЁЂЙЄзїУцдЪаэФгЖШжЕЁЃhЁЂБэУцДжВкЖШЁЃ ] ЁЁ8ЁЂОЋЖШВЮЪ§ЁЃ 3МЖЦНАхЮДЙцЖЈНгДЅАпЕувЊЧѓЁЃ1МЖЦНАхвЊЧѓНгДЅАпЕуЪ§дкШЮвт25ЁС25mmЦНУцФкВЛЩйгк20ЕуЁЃ2МЖЦНАхвЊЧѓНгДЅАпЕуЪ§дкШЮвт25ЁС25mmЦНУцФкВЛЩйгк12ЕуЁЃ
КИНгЦНЬЈЕФж§МўУцАхЕФКёЖШВЛвзЙ§БЁЃЌетЪЧгЩСНИідвђдьГЩЕФЃК ЁЁ1.КИНгЦНЬЈЕФЪЙгУЗНЗЈЃЌКИНгЦНЬЈЙЫУћЫМвхОЭЪЧдкЦНЬЈЕФЩЯУцНјааКИНгЙЄзїЃЌВЛПЩБмУтЕФвЊНјааЧУДђЃЌЧУДђЕФСІЖШдьГЩЮвУЧВЛФмЪЙгУЬЋБЁЕФУцАхЁЃ ЁЁ2ЃЌКИНгЦНЬЈж§Мўж§дьЕФЗНЗЈЃККИНгЦНЬЈж§МўБкКёЙ§БЁЃЌдкЩњВњж§МўЪБЛсГіЯжж§МўННВЛзуКЭРфИєЕШШБЯнЁЃетЪЧвђЮЊЙ§БЁЕФБкКёВЛФмБЃжЄж§дьКЯН№вКОпгазуЙЛЕФФмСІГфТњж§аЭЁЃЭЈГЃдквЛЖЈж§дьЬѕМўЯТЃЌУПжжж§дьКЯН№ЖМДцдквЛИіФмГфТњж§аЭЕФзюаЁБкКёЃЌЫзГЦЮЊИУж§дьКЯН№ЕФзюаЁБкКёЁЃЩшМЦж§МўЪБЃЌгІЪЙж§МўЕФЩшМЦБкКёВЛаЁгкзюаЁБкКёЁЃетвЛзюаЁБкКёгыж§дьКЯН№вКЕФСїЖЏадвдМАж§МўЕФТжРЊГпДчгаЙиЁЃ
ЮвУЧНЋБОзХЁАМлИёЁЂжЪСПЁБЫЋгХЃЌЁАГЯаХЁЂЗўЮёЁБЙВгЎЕФОгЊРэФюЃЌНпГЯЮЊЙуДѓПЭЛЇЗўЮё,ЗўЮёЕчЛА18733036768 ДЋец0317-8033919 qq969099834
 ЕиЙьЃЌЕиСКЃЌбЧъЩЙЋЫОЃЌжЕЕУаХРЕЃЄ5000
ЕиЙьЃЌЕиСКЃЌбЧъЩЙЋЫОЃЌжЕЕУаХРЕЃЄ5000 ТСаЭВФМьбщЦНАхЃЌЕиЙьЃЌж§ЬњЦНЬЈЙцИёЃЄ5000
ТСаЭВФМьбщЦНАхЃЌЕиЙьЃЌж§ЬњЦНЬЈЙцИёЃЄ5000 ж§ЬњЕзАхЃЌТСаЭВФМьбщЦНАхЃЌМлИёзюЕЭЃЄ5000
ж§ЬњЕзАхЃЌТСаЭВФМьбщЦНАхЃЌМлИёзюЕЭЃЄ5000 ж§ЬњЛЎЯпЦНАхЃЌж§ЬњЕзАхЃЌНЫеж§ЬњЦНЬЈЃЄ5000
ж§ЬњЛЎЯпЦНАхЃЌж§ЬњЕзАхЃЌНЫеж§ЬњЦНЬЈЃЄ5000 ж§ЬњЦНАхЃЌж§ЬњЛЎЯпЦНАхЃЌбЧъЩЙЋЫОЃЄ5000
ж§ЬњЦНАхЃЌж§ЬњЛЎЯпЦНАхЃЌбЧъЩЙЋЫОЃЄ5000 TаЭВлЦНАхЃЌж§ЬњЦНАхЃЌВДЭЗж§ЬњЦНЬЈЃЄ5000
TаЭВлЦНАхЃЌж§ЬњЦНАхЃЌВДЭЗж§ЬњЦНЬЈЃЄ5000 КИНгЦНАхЃЌTаЭВлЦНАхЃЌжЪСПКУМлИёЕЭЃЄ5000
КИНгЦНАхЃЌTаЭВлЦНАхЃЌжЪСПКУМлИёЕЭЃЄ5000 ЬњЕиАхЃЌКИНгЦНАхЃЌбЧъЩжиЙЄЃЌжЕЕУаХРЕЃЄ5000
ЬњЕиАхЃЌКИНгЦНАхЃЌбЧъЩжиЙЄЃЌжЕЕУаХРЕЃЄ5000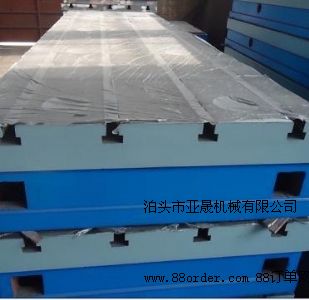 TаЭВлЦНЬЈЃЌЬњЕиАхЃЌбЧъЩЙЋЫОЃЌОЋвцЧѓОЋЃЄ5000
TаЭВлЦНЬЈЃЌЬњЕиАхЃЌбЧъЩЙЋЫОЃЌОЋвцЧѓОЋЃЄ5000 ОтХЬЦНЬЈЃЌTаЭВлЦНЬЈЃЌж§ЬњЦНЬЈЙцИёЃЌжЪгХМлСЎЃЄ5000
ОтХЬЦНЬЈЃЌTаЭВлЦНЬЈЃЌж§ЬњЦНЬЈЙцИёЃЌжЪгХМлСЎЃЄ5000

- СЊЯЕШЫЃКМжЪЅЮР(Фа)
- ЪжЛњЃК 18733086638
- QQЃК969099834