
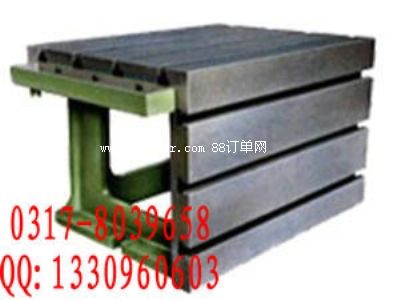
华意铸铁材质车床床身
¥ 200
全部商品产品描述
车床床身的材质为优质的高强度铸铁ht250-300,抗拉力强,使用寿命长,广泛用于仪器仪表、电子、轻工、标准件、轴承业、汽配行业等零部件的加工,特别适合有色金属。
车床床身的生产采用一条完善的树脂砂生产线,均采用树脂砂、消失模铸造,尺寸精度高,均匀一致,不扣箱,铸件无飞边、毛刺;表面光滑度接近精密铸造,内部结构稳定。机床床身的整个生产过程无污染,三级环保,可以排除或降低了砂眼、气空等铸造缺陷。
车床床身铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。而砂型铸造又可以分为粘土砂型、有机粘结剂砂型、树脂自硬砂型、消失模等等。铸造方法选择的原则:优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。车床床身而粘土干型生产的铸件可重达几十吨。因设备和模具的价格昂贵,当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,在地坑中组芯;而另外的工厂则采用砂箱造型法,制作模样。应该根据这些条件考虑适合做什么产品和不适合(或不能)做什么产品。要兼顾铸件的精度要求和成本。不同的企业生产条件、生产习惯、所积累的经验各不一样,铸造方法应和生产批量相适应。所以只适合批量生产。一般采用组芯造型法,不制作模样和砂箱,车床床身造型方法应适合工厂条件。例如同样是生产大型机床床身等铸件,低压铸造、压铸、离心铸造等铸造方法。
更多了解请登录公司网址:http://,http://
更多其它产品









- 联系人:郭妍(女)
- 手机: 15720411735
- QQ:1191326529