
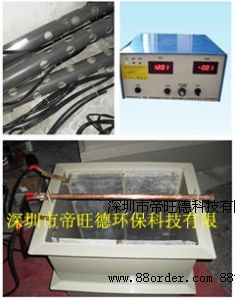
铝合金镜面电解抛光设备
铝合金镜面电解抛光设备
化学抛光虽然能使铝及铝合金表面达到一定的表面光洁和光亮度,但是对一些表面装饰性要求较高的铝材,仅仅化学抛光是不够的,必须进行电解抛光处理。经电解抛光处理后铝材表面能达到镜面效果,装饰性强。
本工艺特别适用于纯铝、铝镁合金等制品。
一、工艺条件
DWD-L 直接使用
温度 75~80℃
电压 10-18V
阳极电流密度 7~12A/dm2
时间 3~5分钟
阴极材料 铅或不锈钢
搅拌 搅拌或上下移动阳极
二、工艺流程
除油→水洗→抛光→水洗→出光→水洗→氧化→水洗→封闭→水洗→干燥
三、注意事项
1、工艺参数的影响
1) 铝材合金成分:电抛光效果与铝材合金成分及其杂质含量有极大的关系,本工艺主要适用于高纯铝及高纯铝镁合金材料。
2) 阳极电流密度:电流密度过高,将使铝件周围的工作液温度升高过快,从而造成过腐蚀现象;电流密度过低时,铝件暗淡无光,甚至产生灰黑色外观。
3) 温度:温度过高时,铝件易产生点腐蚀和形成可见的氧化膜,从而影响铝件表面的光亮度;温度过低,抛光不亮。
4) 时间:通常抛光时间与温度、电流密度成反比关系。抛光时间过长,铝件过腐蚀;抛光时间过短,抛光不亮。
5)
铝含量及氯离子的影响:随着生产的进行,铝离子将不断的溶解,当电解液中铝含量超过5%时,应部分或全部更换槽液;氯离子含量超过1%时,铝件将出现点蚀现象,应部分或全部更换槽液。
6) 搅拌:搅拌能提高抛光速度,并能防止工件表面发生的点腐蚀。一般搅拌溶液或上、下移动阳极(20~30次/min,行程5~7cm/次)。
2、操作中注意事项
A、 电解抛光液中,严格控制水的带入,否则将影响抛光质量。
B、 操作车间应有良好的通风排气设备。操作时因接触强腐蚀性溶液,应穿戴防护用具,以防灼伤皮肤。
C 如果铝件表面亮度要求很高时,可采用多道抛光工艺,即机械抛光,化学抛光,电解抛光联合使用。






- 联系人:喻俊杰(男)
- 手机: 13713960600
- QQ:1656071461