四川、重庆、厦门不锈钢电解抛光设备
四川、重庆、厦门不锈钢电解抛光设备
产品特性:不锈钢抛光设备厂家,重庆不锈钢抛光设备,电解抛光设备价格,电解抛光设备
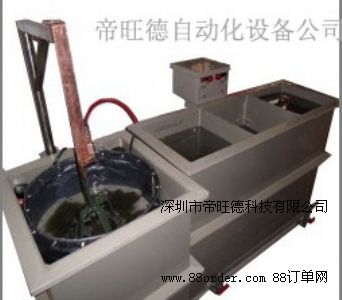
产品简介:电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,工件表面逐渐整平,从而达到工件增大表面光亮度的效果。
详细介绍: 分享该产品转发到电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,工件表面逐渐整平,从而达到工件增大表面光亮度的效果。 电解抛光的原理:电解抛光主要是在通过正负极的电流、电解液的同共作用下来改善金属表面的微观几何形状,降低金属表面粗糙度,从而达到工件表面光亮平整的目的。电解抛光首先主要的特点就是选择性的溶解,工件表面从微观上看是呈波浪曲线形的,金属表面凸出的部位得电率比凹进的部位得电率要高,所以凸出的部位会先溶解,而凹进的部位因得到的粘膜较多,得电低,所以呈钝化状态,不容易被溶解。所以电解的初期是表面理整的过程。待表面平整后再慢慢进入出光的过程,这时表面就光亮平整了 电解抛光优点: ⑴内外色泽一致,光泽持久,机械抛光无法抛到的凹处也可整平。 ⑵生产效率高,成本低廉。 ⑶增加工件表面抗腐蚀性,适用于所有不锈钢材料。
一、工艺条件
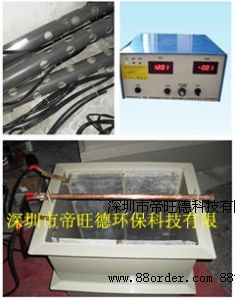
ADL-DP 直接使用
温度 75~80℃
电压 14~30V
阳极电流密度 7~12A/dm2
时间 3~5分钟
阴极材料 铅或不锈钢
搅拌 搅拌或上下移动阳极
二、注意事项
1、工艺参数的影响
1) 铝材合金成分:电抛光效果与铝材合金成分及其杂质含量有极大的关系,本工艺主要适用于高纯铝及高纯铝镁合金材料。
2) 阳极电流密度:电流密度过高,将使铝件周围的工作液温度升高过快,从而造成过腐蚀现象;电流密度过低时,铝件暗淡无光,甚至产生灰黑色外观。
3) 温度:温度过高时,铝件易产生点腐蚀和形成可见的氧化膜,从而影响铝件表面的光亮度;温度过低,抛光不亮。
4) 时间:通常抛光时间与温度、电流密度成反比关系。抛光时间过长,铝件过腐蚀;抛光时间过短,抛光不亮。
5) 铝含量及氯离子的影响:随着生产的进行,铝离子将不断的溶解,当电解液中铝含量超过5%时,应部分或全部更换槽液;氯离子含量超过1%时,铝件将出现点蚀现象,应部分或全部更换槽液。
6) 搅拌:搅拌能提高抛光速度,并能防止工件表面发生的点腐蚀。一般搅拌溶液或上、下移动阳极(20~30次/min,行程5~7cm/次)。
2、操作中注意事项
A、 电解抛光液中,严格控制水的带入,否则将影响抛光质量。
B、 操作车间应有良好的通风排气设备。操作时因接触强腐蚀性溶液,应穿戴防护用具,以防灼伤皮肤。
C 如果铝件表面亮度要求很高时,可采用多道抛光工艺,即机械抛光,化学抛光,电解抛光联合使用。






- 联系人:喻俊杰(男)
- 手机: 13713960600
- QQ:1656071461