
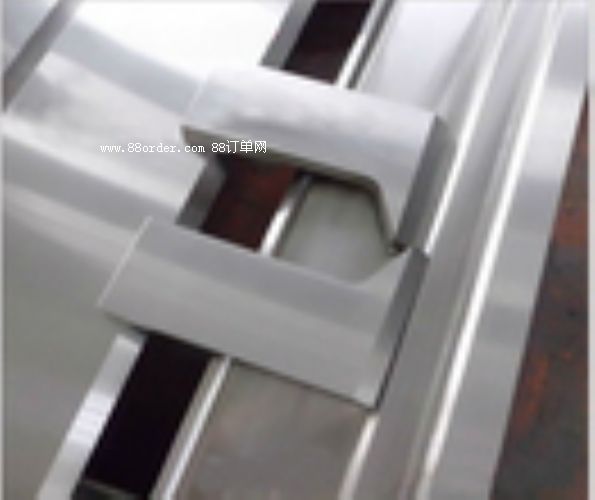

елЭфЛњФЃОп Ъ§ПиелЭфЛњФЃОпЁЂЭфЕЖФЃОп РДЭММгЙЄ ГЇМвжБЙЉ
Ъ§ПиелЭфЛњФЃОпВФСЯ:cr12mo1v1ЁЂ42crmoЁЂt10a
ДуЛ№гВЛЏ:hrc:52Ёу-60Ёу
ЁРЙЋВю:.002
ЦфЫќЗўЮё:Ъ§ПиелЭфФЃОпФЅЯїЁЂаоФЅЁЂЮЌаоЕШ
БъзМГЄЖШЃК835mmЁЂ800mmЁЂ550mmЃЈБъзМЪ§ПиелЭфЛњФЃОпВњЦЗЯжЛѕЙЉгІЃЌЗЧБъелЭфЛњФЃОпЙцИёПЩИљОнПЭЛЇЬсЙЉЕФЭМжНвЊЧѓЖЈжЦМгЙЄМАЩњВњЁЃЃЉ
Ъ§ПиелЭфЕЖОпЗжЖЮЃЌГЃЙцЗжЖЮЙцИёШчЯТ:
ФЃОпЗжЖЮ1
Ъ§ПиелЭфЩЯФЃЃК100(зѓ)ЁЂ10ЁЂ15ЁЂ20ЁЂ40ЁЂ50ЁЂ200ЁЂ300ЁЂ100ЃЈгвЃЉ=835mm
Ъ§ПиелЭфЯТФЃЃК10ЁЂ15ЁЂ20ЁЂ40ЁЂ50ЁЂ100ЁЂ200ЁЂ400=835mm
ФЃОпЗжЖЮ2
Ъ§ПиелЭфЩЯФЃЃК100(зѓ)ЁЂ10ЁЂ15ЁЂ20ЁЂ40ЁЂ50ЁЂ165ЁЂ300ЁЂ100ЃЈгвЃЉ=800mm
ЪЪгУгкЃКНјПкl.v.dЪ§ПиелЭфЛњЁЂЃЈЬьЬяЃЉamadaЪ§ПиелЭфЛњЁЂtrumpfЁЂfinn-powerЕШЪ§ПиелЭфЛњДВМАЙњВњЪ§ПиелЭфЛњгУФЃОп.ВњЦЗгаЪ§ПиелЭфЛњЖЮВюФЃ,ЭфЛњЭЌаФЯТФЃЁЂелЭфЛњЩЯФЃЁЂелЭфЛњЯТФЃЁЂЪ§ПиелЭфЛњИДКЯГЩаЭФЃЕШЁЃ
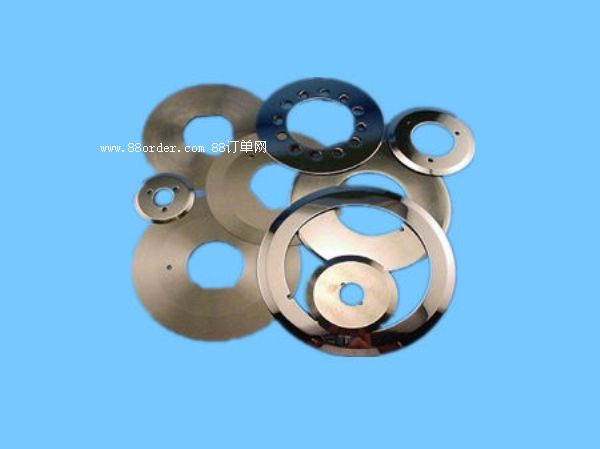
Ъ§ПизЊЫўГхФЃ
Ъ§ПизЊЫўГхДВФЃОпвВГЦЪ§ПиГхДВФЃОпЃЌЭЈГЃгЩЩЯФЃЁЂЯТФЃЁЂФЃзљШ§ВПЗжзщГЩЁЃНјвЛВНЯИЗжЮЊ8ИіаЁВПЗжЃК
Ъ§ПизЊЫўГхДВФЃОпЕФЛљБОзщГЩ
1.ЩЯФЃЃЛ2.ЭЫСЯАхЃЛ3.ЯТФЃЃЛ4.ЕЏЛЩЃЛ5.ЕЖОпЙЄЮЛЃЛ6.ЩЯФЃзљЃЛ7.ЯТФЃзљЃЛ8.ФЃзљЁЃ
ФЃОпРраЭИїЪНИїбљЃЌетРяНіСаОйМИжжЬиЪтФЃОпЃК
1ЁЂЖрПзФЃ
ЖрПзФЃЪЧжИвЛИБФЃОпПЩвдЭЌЪБГхЖрИіПзЃЌЖдГхПзАхЖјбдЃЌаЇТЪПЩвдЪ§БЖЕФЬсИпЁЃжЦзїЖрПзФЃЪБгІИУБЃжЄПзгыПзжЎМфЃЌПзгыАхВФБпдЕжЎМфЕФзюаЁОрРыВЛФмаЁгкАхКёЕФСНБЖЃЌОрРыЬЋаЁЃЌЛсдьГЩАхВФЕФХЄЧњЁЂБфаЮЃЌгАЯьМгЙЄаЇЙћЃЌЯТФЃПзгыПзжЎМфЕФСЌНгГівВШнвзЖЯСбЁЃ
2ЁЂАйвЖДАКЭЧХаЭФЃ
АйвГДАФЃОпКЭЧХаЭФЃЪєгкГхЧаМгРЩьГЩаЭРрФЃОпЃЌЪєгкЛњЙёГЃгУФЃОпЁЃЯТЭМЮЊетСНжжФЃОпЪОвтЭМЁЃ
3ЁЂГСПзФЃКЭбЙНюФЃ
ГСПзФЃКЭбЙНюФЃЪєгкМЗбЙГЩаЭРрФЃОпЁЃбЙНюФЃжївЊгУгкЦНАхУцбЙаЁдВЛЁАМВлЕШгкАхУцЕФМгЧПНюаЇЙћЃЌМгЙЄМђЕЅУРЙлЁЃ
4МгЙЄЙЄЮЛ
ЭЈгУКёзЊЫўГхДВФЃОпвЛАуАДФЃОпФмМгЙЄЕФПзОЖГпДчНјааЗжМЖЃЌЗНБуФЃОпЕФбЁгУЁЃЭЈГЃЗжЮЊaЁЂbЁЂcЁЂdЁЂeЮхЕЕЁЃ
a(1/2ЁБ)ЙЄЮЛЃКМгЙЄЗЖЮЇø1.6ЁЋø12.7mm
b(1-1/2ЁБ)ЙЄЮЛЃКМгЙЄЗЖЮЇø12.7ЁЋø31.7mm
c(2ЁБ) ЙЄ ЮЛЃКМгЙЄЗЖЮЇø31.7ЁЋø50.8mm
d(3-1/2ЁБ)ЙЄЮЛЃКМгЙЄЗЖЮЇø50.8ЁЋø88.9mm
e(4-1/2ЁБ)ЙЄЮЛЃКМгЙЄЗЖЮЇø88.9ЁЋø114.3mm
5дѕУДЪЙгУКЭЮЌЛЄЪ§ПизЊЫўГхДВФЃОп
БрМ
вЛЁЂБЃжЄзюМбЕФФЃОпМфЯЖ
ФЃОпМфЯЖЪЧжИГхЭЗНјШыЯТФЃжаЃЌСНВрЕФМфЯЖжЎКЭЁЃЫќгыАхКёЁЂВФжЪвдМАГхбЙЙЄвегаЙиЃЌ
бЁгУКЯЪЪЕФФЃОпМфЯЖЃЌФмЙЛБЃжЄСМКУЕФГхПзжЪСПЃЌМѕЩйУЋДЬКЭЫњЯнЃЌБЃГжАхСЯЦНећЃЌгааЇЗРжЙДјСЯЃЌбгГЄФЃОпЪйУќЁЃ
ЭЈЙ§МьВщГхбЙЗЯСЯЕФЧщПіЃЌПЩвдХаЖЈФЃОпМфЯЖЪЧЗёКЯЪЪЁЃШчЙћМфЯЖЙ§ДѓЃЌЗЯСЯЛсГіЯжДжВкЦ№ЗќЕФЖЯСбУцКЭНЯаЁЕФЙтССУцЁЃМфЯЖдНДѓЃЌЖЯСбУцгыЙтССУцаЮГЩЕФНЧЖШОЭдНДѓЃЌГхПзЪБЛсаЮГЩОэБпКЭЖЯСбЃЌЩѕжСГіЯжвЛИіБЁдЕЭЛЦ№ЁЃЗДжЎЃЌШчЙћМфЯЖЙ§аЁЃЌЗЯСЯЛсГіЯжаЁНЧЖШЖЯСбУцКЭНЯДѓЕФЙтССУцЁЃ
ЕБНјааПЊВлЁЂВНГхЁЂМєЧаЕШОжВПГхбЙЪБЃЌВрЯђСІНЋЪЙГхЭЗЦЋзЊЖјдьГЩЕЅБпМфЯЖЙ§аЁЃЌгаЪБШаБпЦЋвЦЙ§ДѓЛсЙЮЩЫЯТФЃЃЌдьГЩЩЯЯТФЃЕФПьЫйФЅЫ№ЁЃ
ФЃОпвдзюМбМфЯЖГхбЙЪБЃЌЗЯСЯЕФЖЯСбУцКЭЙтССУцОпгаЯрЭЌЕФНЧЖШЃЌВЂЯрЛЅжиКЯЃЌетбљПЩЪЙГхВУСІзюаЁЃЌГхПзЕФУЋДЬвВКмаЁЁЃ
ЖўЁЂЪЪЪБШаФЅПЩгааЇбгГЄФЃОпЕФЪЙгУЪйУќ
ШчЙћЙЄМўГіЯжЙ§ДѓЕФУЋДЬЛђГхбЙЪБВњЩњвьГЃдывєЃЌПЩФмЪЧФЃОпЖлЛЏСЫЁЃМьВщГхЭЗМАЯТФЃЃЌЕБЦфШаБпФЅЫ№ВњЩњАыОЖдМ0.10mmЕФдВЛЁЪБЃЌОЭвЊШаФЅСЫЁЃ
ЪЕМљБэУїЃЌОГЃНјааЮЂСПЕФШаФЅЖјВЛЪЧЕШЕНЗЧФЅВЛПЩЪБдйШаФЅЃЌВЛНіЛсБЃГжСМКУЕФЙЄМўжЪСПЃЌМѕаЁГхВУСІЃЌЖјЧвПЩЪЙФЃОпЪйУќбгГЄвЛБЖвдЩЯЁЃ
Г§СЫжЊЕРФЃОпКЮЪБШаФЅжЎЭтЃЌеЦЮее§ШЗЕФШаФЅЗНЗЈгШЦфживЊЁЃФЃОпШаФЅЙцГЬШчЯТЃК1)ЪЙгУЩеНсбѕЛЏТСЩАТжЃЌгВЖШd~jЃЌФЅСЃДѓаЁ46~60ЃЌзюКУбЁЪЪгУгкИпЫйИжФЅЯїЕФЩАТжЁЃ2)ШаФЅЪБЃЌНЋГхЭЗЪњжБМаГжгкЦНУцФЅДВДХадПЈХЬЕФvаЭВлЛђМаОпФкЃЌУПДЮФЅЯїСПЮЊ0.03~0.05mmЃЌжиИДФЅЯїжБжСГхЭЗЗцРћЃЌзюДѓФЅЯїСПвЛАуЮЊ0.1~0.3mmЁЃ
3)ЕБФЅЯїСІДѓЛђФЃОпНгНќЩАТжЪБЃЌМгРфШДвКПЩЗРжЙФЃОпЙ§ШШЖјПЊСбЛђЭЫЛ№ЃЌгІАДеежЦдьЩЬвЊЧѓбЁгУгХжЪЖргУЭОРфШДвКЁЃ
4)ЩАТжЯђЯТНјЕЖСП0.03~0.08mmЃЌКсЯђНјИјСП0.13~0.25mmЃЌКсЯђНјИјЫйТЪ2.5~3.8m/minЁЃ5)ШаФЅКѓЃЌгУгЭЪЏДђФЅШаПкЃЌШЅГ§УЋДЬЃЌВЂФЅГіАыОЖ0.03~0.05mmЕФдВНЧЃЌПЩвдЗРжЙШаПкБРСбЁЃ
6)ГхЭЗШЅДХДІРэВЂХчЩЯШѓЛЌгЭЃЌЗРжЙЩњатЁЃ
Ш§ЁЂЯћГ§КЭМѕЩйеГСЯЕФЗНЗЈ
гЩгкГхбЙЪБЕФбЙСІКЭШШСПЃЌЛсНЋАхСЯЕФЯИаЁПХСЃеГНсгкГхЭЗБэУцЃЌЕМжТГхПзжЪСПВюЁЃШЅГ§еГСЯПЩгУЯИгЭЪЏДђФЅЃЌДђФЅЗНЯђгІгыГхЭЗдЫЖЏЕФЗНЯђЯрЭЌЃЌетбљЙтКѓЛсБмУтНјвЛВНеГСЯЕФВњЩњЁЃВЛвЊгУДжЩДВМЕШДђФЅЃЌвдУтГхЭЗБэУцИќДжВкЃЌИќШнвзГіЯжеГСЯЁЃКЯРэЕФФЃОпМфЯЖЁЂСМКУЕФГхбЙЙЄвеЃЌвдМАБивЊЕФАхСЯШѓЛЌЃЌЖМЛсМѕЩйеГСЯЕФВњЩњЁЃЗРжЙЙ§ШШЃЌвЛАуВЩгУШѓЛЌЕФЗНЪНЃЌетбљЛсМѕЩйФІВСЁЃШчЙћЮоЗЈШѓЛЌЛђГіЯжЗЯСЯЛиЕЏЃЌПЩВЩШЁвдЯТЗНЗЈЃК
НЛЬцЪЙгУЖрИіЯрЭЌГпДчЕФГхЭЗТжСїГхбЙЃЌПЩЪЙЦфдкБЛжиИДЪЙгУжЎЧАгаНЯГЄЕФРфШДЪБМфЁЃНЋЙ§ШШФЃОпЭЃаЊЪЙгУЁЃЭЈЙ§БрГЬПижЦЛЛФЃЃЌжаЖЯЦфГЄЪБМфжиИДЙЄзїЃЌЛђНЕЕЭЦфГхбЙЦЕТЪЁЃ
ЫФЁЂГхКмЖрПзЪБЗРжЙАхСЯБфаЮЕФДыЪЉ
ШчЙћдквЛеХАхЩЯГхКмЖрПзЃЌгЩгкГхЧагІСІЕФРлЛ§АхВФОЭВЛФмБЃГжЦНећЁЃУПДЮГхПзЪБЃЌПзжмБпЕФВФСЯЛсЯђЯТБфаЮЃЌдьГЩАхСЯЩЯБэУцГіЯжРгІСІЃЌЖјЯТБэУцдђГіЯжбЙгІСІЁЃЖдгкЩйСПЕФГхПзЃЌЦфгАЯьВЂВЛУїЯдЃЌЕЋЕБГхПзЪ§СПдіМгЪБЃЌРЁЂбЙгІСІдкФГДІРлЛ§ЃЌжБжСВФСЯБфаЮЁЃ
ЯћГ§ДЫРрБфаЮЕФвЛИіЗНЗЈЪЧЃКЯШУПИєвЛИіПзГхЧаЃЌШЛКѓЗЕЛиГхЧаЪЃгрЕФПзЁЃетбљЫфШЛвВЛсВњЩњгІСІЃЌЕЋШДЛКНтСЫдкЭЌвЛЗНЯђЫГађГхбЙЪБЕФгІСІРлЛ§ЃЌвВЛсЪЙЧАКѓСНзщПзЕФгІСІЯрЛЅЕжЯћЃЌДгЖјЗРжЙАхСЯЕФБфаЮЁЃ
ЮхЁЂОЁСПБмУтГхЧаЙ§еЬѕСЯ
ЕБФЃОпгУгкГхЧаПэЖШаЁгкАхВФКёЖШЕФАхСЯЪБЃЌЛсвђВрЯђСІзїгУЖјЪЙГхЭЗЭфЧњБфаЮЃЌСювЛВрЕФМфЯЖЙ§аЁЛђФЅЫ№МгОчЃЌбЯжиЪБЛсЙЮЩЫЯТФЃЃЌЪЙЩЯЯТФЃЭЌЪБЫ№ЛЕЁЃ
НЈвщВЛвЊВНГхПэЖШаЁгк2.5БЖАхВФКёЖШЕФеЬѕАхСЯЁЃМєЧаЙ§еЬѕСЯЪБЃЌАхСЯЛсЧуЯђЭфШыЯТФЃПЊПкжаЃЌЖјВЛЪЧБЛЭъШЋМєЕєЃЌЩѕжСЛсаЈШыГхФЃЕФВрУцЁЃШчЙћЮоЗЈБмУтЩЯЪіЧщПіЃЌНЈвщЪЙгУЭЫСЯАхЖдГхЭЗгажЇГХзїгУЕФШЋЕМЯђФЃОпЁЃ
СљЁЂГхЭЗЕФБэУцгВЛЏМАЦфЪЪгУЗЖЮЇ
ЫфШЛШШДІРэКЭБэУцЭПВуПЩИФЩЦГхЭЗБэУцЬиадЃЌЕЋВЂВЛЪЧНтОіГхбЙЮЪЬтКЭбгГЄФЃОпЪйУќЕФвЛАуЗНЗЈЁЃвЛАуЕиЫЕЃЌЭПВуЬсИпСЫГхЭЗБэУцгВЖШВЂЪЙВрУцЕФШѓЛЌадЕУЕНИФЩЦЃЌЕЋдкДѓЖжЮЛЁЂгВжЪВФСЯГхбЙЪБЃЌетаЉгХЕудкДѓдМ1000ДЮГхбЙКѓОЭЯћЪЇСЫЁЃ
ЦпЁЂеыЖдвдЯТЧщПіПЩЪЙгУБэУцгВЛЏЕФГхЭЗЃК
ГхШэЛђеГадЕФВФСЯ(ШчТС);
ГхБЁЕФбаФЅадВФСЯ(ШчВЃСЇЛЗбѕЦЌ);ГхБЁЕФгВжЪВФСЯ(ШчВЛатИж);ЦЕЗБЕиВНГх;
ЗЧе§ГЃШѓЛЌЕФЧщПіЁЃ
БэУцгВЛЏЭЈГЃВЩгУЖЦюбЁЂЩјЕЊЕШЗНЗЈЃЌЦфБэУцгВЛЏВуЮЊКёЖШ12~60ІЬmЕФЗжзгНсЙЙЃЌЫќЪЧГхЭЗЛљЬхЕФвЛВПЗнЃЌЖјВЂЗЧНіЪЧЭПВуЁЃ
БэУцгВЛЏЕФФЃОпПЩАДЭЈГЃЕФЗНЪНШаФЅЁЃЭЈЙ§БэУцгВЛЏЛсНЕЕЭФЃОпдкГхВЛатИжАхЪБЕФФЅЫ№ЃЌЕЋВЂВЛФмбгГЄЦфЪЙгУЪйУќЃЌЖјЪЪЕБШѓЛЌЁЂМАЪБШаФЅвдМААДЙцГЬВйзїЕШЃЌШДЪЧгааЇЕФЗНЗЈЁЃ
АЫЁЂГхДВФЃЮЛЖджаадВЛКУЪБЕФМьао
ШчЙћГхДВФЃЮЛЕФЖджаадВЛКУЃЌдьГЩФЃОпПьЫйЖлЛЏЃЌЙЄМўМгЙЄжЪСПВюЃЌПЩОЭвдЯТМИЕуМьаоЃК
МьВщЛњДВЕФЫЎЦНЧщПіЃЌБивЊЪБжиаТЕїећ;
МьВщВЂШѓЛЌзЊХЬЩЯЕФФЃПзМАЕМЯђМќЃЌШчгаЫ№ЩЫМАЪБаоИД;
ЧхНрзЊХЬЕФЯТФЃзљЃЌвдБуЯТФЃзМШЗАВзАЃЌВЂМьВщЦфМќЛђМќВлЕФФЅЫ№ЧщПіЃЌБивЊЪБИќЛЛ;
ЪЙгУзЈгУаОАєаЃзМФЃОпЙЄЮЛЃЌШчгаЦЋВюМАЪБЕїећЁЃ

ЃЈ1ЃЉЛњаЕЕЖЦЌЪЧЃЈЬижжвзЫ№МўЃЉвђЗжЧаВЛЭЌЕФВњЦЗЃЌе§ШЗЁЂКЯРэбЁдёВФжЪЃЌШШДІРэгВЖШЃЌбаФЅОЋЖШЃЌАќзАвЊЧѓЃЌЗЂЛѕПьЕнЃЈЮяСїЃЉЧыФњдкХФЯТЕЖЦЌЧАЃЌзаЯИВщПДЕЖЦЌГпДчМАВњЦЗЫЕУїЃЌЙцИёДѓаЁЃЌХФЧАЧызЩбЏЃЌСэвђПтДцЫцЪБЛсБфЖЏЃЌЧыЙКТђЧАгыЮвУЧСЊЯЕВЂШЗШЯФњашвЊЕФЕЖЦЌЙцИёВФжЪЪЧЗёгаЛѕЁЃ
ЃЈ2ЃЉЮвУЧЕФжЪСПЃКЫљгаЛњаЕХфМўЁЂЕЖОпЁЂФЃОпЁЂОљЮЊзджїЩњВњЃЌЮвУЧЕФВњЦЗШыВжПтЪБЃЌЖМгазЈУХжЪМьВПУХЃЌНјаабЯИёМьВтЃЌдкШЗБЃЮоШЮКЮжЪСПЮЪЬтЃЌВХИјШыПтЁЂЗЂЛѕЁЃБОЙЋЫОВњЦЗЪЕааЙњМвШ§АќБъзМЃЈАќЭЫЁЂАќЛЛЁЂАќаоЃЉНтОіПЭЛЇЕФКѓЙћжЎгХЁЃ
ЃЈ3ЃЉТђМвЪеЕНЛѕЮяЪБЃЌЫЭЛѕдБдкГЁЪБЃЌЧыВщПДАќЙќФкЕФВњЦЗЪЧЗёЭъКУЃЌдйЧЉзжЃЌШєЧЉЭъзжЃЌМШБэЪОЕЖЦЌЭъКУЃЌШєЗЂЯжАќЙќФкЕФВњЦЗгаЫ№ЛЕЃЌЧыМАЪБЯђЫЭЛѕдБЗДгІЃЌбщЪежЎКѓЗЂЩњЮЪЬтЃЌБОЙЋЫОИХВЛИКд№ЃЛаЛаЛХфКЯЁЃ
ЃЈ4ЃЉ24аЁЪБзЩбЏШШЯп ЁЃШШСвЛЖгаТРЯПЭЛЇРДЕчзЩбЏЃЌЖдФњЫљашВњЦЗЕФВФжЪЁЂММЪѕвЊЧѓМАе§ШЗКЯРэАВзАЁЂЪЙгУЁЂаоФЅЁЂНЋДѓДѓЬсИпВњЦЗЕФЪЙгУЪйУќЃЌЬсЙЉСІЫљФмМАЕФНЈвщЃЌЮЊФњНтД№ШЮКЮвЕЮёМАММЪѕЗНУцЕФЮЪЬтЁЃЯраХФњЛсгавтЯыВЛЕНЕФЪеЛёЃЁ
ЃЈ5ЃЉ БОЭјеОВњЦЗЭМЮДБигыФњЫљашвЊЕФВњЦЗЯрЮЧКЯЃЌЕЋЪЧЮвЙЋЫОИљОнФњЫљЬсЙЉЕФВњЦЗЭМжНЃЌбљЦЗЃЌЙцИёМАЕЖЦЌВФСЯhrcжЕЕШвЊЧѓЮЊФњМгЙЄЖЈзіЁЃ
 дВЕЖЦЌЃЄ150
дВЕЖЦЌЃЄ150 ФЯОЉЗжЧадВЕЖЦЌГЇМвЯњЪлМлИёгХЛнЃЄ150
ФЯОЉЗжЧадВЕЖЦЌГЇМвЯњЪлМлИёгХЛнЃЄ150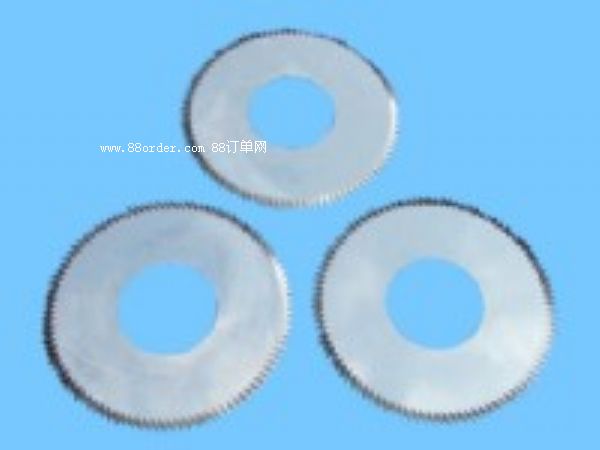 дВЕЖЦЌЃЄ9
дВЕЖЦЌЃЄ9 зЈвЕЩњВњЗжЧадВЕЖЦЌ уђТэЦЗХЦжЕЕУаХРЕЃЄ150
зЈвЕЩњВњЗжЧадВЕЖЦЌ уђТэЦЗХЦжЕЕУаХРЕЃЄ150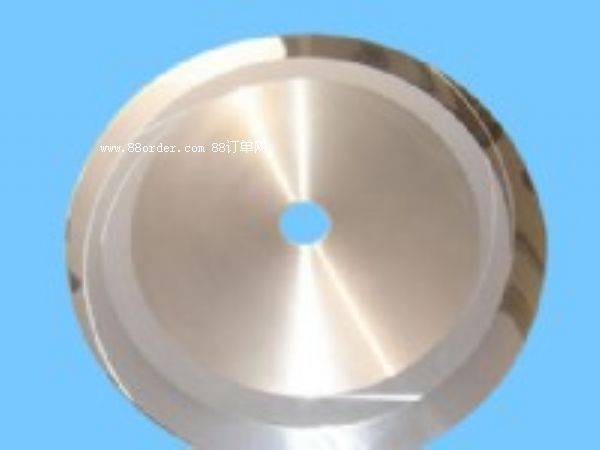 ФЯОЉЗжЧадВЕЖЦЌГЇМвЯњЪлМлИёгХЛнЃЄ150
ФЯОЉЗжЧадВЕЖЦЌГЇМвЯњЪлМлИёгХЛнЃЄ150 ЗжЧаЛњдВЕЖЦЌЃЄ58
ЗжЧаЛњдВЕЖЦЌЃЄ58 дВЕЖЦЌЃЄ9
дВЕЖЦЌЃЄ9 ЗцИждВХЬЙіМєЛњЕЖЦЌ ЕЖПкЗцРћФЭФЅФЭгУГЇМвжБЯњЃЄ95
ЗцИждВХЬЙіМєЛњЕЖЦЌ ЕЖПкЗцРћФЭФЅФЭгУГЇМвжБЯњЃЄ95 ИпОЋЖШЙіМєдВЕЖЦЌ гВжЪКЯН№дВЕЖЦЌ ГЇМвжБЯњЃЄ88
ИпОЋЖШЙіМєдВЕЖЦЌ гВжЪКЯН№дВЕЖЦЌ ГЇМвжБЯњЃЄ88 дВХЬзнМєЛњЕЖЦЌЁЂдВХЬЙіМєЛњЕЖЦЌГЇМвжБЯњМлИёгХЛнЃЄ78
дВХЬзнМєЛњЕЖЦЌЁЂдВХЬЙіМєЛњЕЖЦЌГЇМвжБЯњМлИёгХЛнЃЄ78

- СЊЯЕШЫЃКШФбЉСс(ХЎ)
- ЪжЛњЃК 15555514157
- QQЃК1294251382