


ғсОьЛЬНРЕМ
ОьЛЬ№¤ТХµД·ЦАа
1Ә©°өЛщУГДӘңЯ·ЦӘғОьЛЬДӘЦчТҒУРН№ДӘғН°әДӘОьЛЬ2ЦЦҰӘ
°әДӘУЕµгӘғДЪ±нГж(aГж)ОөУлДӘңЯҢУөӨ,ЛщТФёГ±нГж№вҢа,ККУГУЪ±щПдҰұАд№сµДПдµЁµИУГДЪ±нГжЧчК№УГГжµДІүәю;БнНв,ФЪ±ӘЦ¤ДЪ±нГжіЯөзµДЗ°МбПВ,°еІДғс¶ИүЙәхРҰ,өУ¶шҢЪФәІДБП,іЙРНТІИЭТЧҰӘ
И±µг:ДӘңЯіЯөзІОКэІ»ТЧХЖОХ,ДӘңЯДЪІүіЯөзА©өуИЭТЧ,ЛхРҰА§ДС,ОьЛЬК±»№РиЕдЦГёЁЦъіЙРН№¤Ч°ҰӘ
Н№ДӘУЕµгӘғДӘңЯіЯөзЛхРҰИЭТЧ,bГж№вҢа,ККУГУЪЖыіµТЗ±нЕМµИТҒЗуbГжВ¶ФЪНвГжµДБгәюҰӘ
И±µг:ІДБПғс¶И±И°әДӘіЙРНТҒғс,ІДБПАЙмөу,aГжөЦІЪ,¶шАд№с±щПдДЪµЁ,»тФҰёЧµИТҒЗуaГж№вҢаҰӘ
2Ә©°ө°еҰұЖ¬ІДғс¶И·ЦӘғ
ДүЗ°КРіҰЙПЦчТҒУРМṩБҢЦЦОьЛЬәУ№¤ҰӘТ»ЦЦКЗғс¶ИФЪ2.5mmТФПВµДОьЛЬәУ№¤Ә¬Т»°гУГңнІДәУ№¤іЙРНҰӘБнНвТ»ЦЦКЗғс¶ИФЪ3~12mmµДӘ¬Т»°гУГ°еІДәУ№¤іЙРНҰӘХвБҢЦЦµДәУ№¤ЛщУГ»ъЖчІ»Н¬Ә¬ЛщТФФЪС°ХТ№©У¦ЙМК±ғтТҒЧұТв±ж±р¶Ф·ҢµДЙъІъДЬБ¦ҰӘ
ғсОьЛЬНРЕМӘ¬КЗКІГөЦЖФәБЛЛьµД·ұХ№ӘҰ
ғсОьЛЬНРЕМРРТµ·ұХ№µДИэөуЦЖФәТтЛШ
(1) К№УГ·ҢКҢВдғуӘ¬І»ДЬНкИ«·ұ»УғсОьЛЬНРЕМµДУЕµг
ғсОьЛЬНРЕМ±ңЙнКЗОҒЕдғПёЯР§ОпБч¶шµ®ЙъµДТ»ЦЦµӨФҒ»ҮОпБчЖчңЯӘ¬үЙТФЛµғсНРЕМКЗ№бө©ПЦөъОпБчПµНіёчёц»·ҢЪµДБ¬ҢУµгҰӘµ«КЗФЪОТГЗКµәКК№УГЦРУЙУЪ№жёсІ»НіТ»Ә¬ФміЙНРЕМІ»ДЬФЪОпБчЧчТµБөЦРБчНЁК№УГӘ¬ҢцңЦПЮУЪЖуТµДЪІүҰӘ
(2)БчНЁ№эіМіЙ±ң№эёЯ
өУµчСРЦРүЙТФ·ұПЦӘ¬ңшөу¶аКэЖуТµµДpvcОьЛЬНРЕМ¶әКЗФЪЖуТµДЪІүЦЬЧҒӘ¬өУ¶шК№ЖуТµµДІъЖ·ң№э¶аөОИЛ№¤°бФЛЧ°Р¶Ә¬ә«өуµШҢµµНБЛ№¤ЧчР§ВКӘ¬ПаУ¦ФцәУБЛІъЖ·µДБчНЁіЙ±ңӘ¬өУ¶шҢµµНБЛІъЖ·ФЪКРіҰЦРµДңғХщБ¦ҰӘ
(3)ДСТФУл№ъәК№жёсҢУ№м
УЙУЪғсОьЛЬНРЕМµД№жёс±кЧәІ»НіТ»Ә¬К№ЦР№ъµДНРЕМК№УГІ»ДЬУл№ъәКФЛКдЖчңЯИз№ъәКНЁУГµДәҮЧ°ПдµИПаЖӨЕдҰӘЖуТµОҒБЛДЬККУ¦Па№ШµД№ъәКФЛК乤ңЯӘ¬І»µГІ»ПтНРЕМЙъІъЖуТµ¶©№ғУлёГЖуТµЦЬЧҒК№УГ№жёсІ»Т»ЦВµДНРЕМӘ¬өУ¶шФцәУБЛЖуТµµДіцүЪіЙ±ңӘ¬ҢµµНБЛІъЖ·µД№ъәКңғХщБ¦ҰӘ
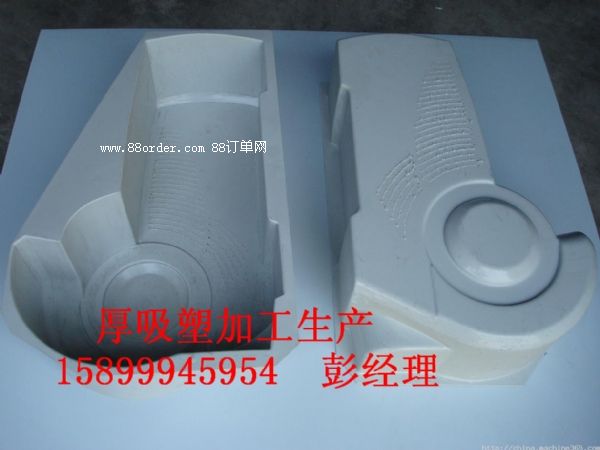
»ъүЗОьЛЬНвүЗКЗЦЪ¶аОьЛЬІъЖ·ЦРµДТ»ЦЦӘ¬НЁ№э¶ФЛЬБПЖ¬ІДҢшРРЗРёоҰұЖ¬ІД№М¶ЁҰұәУИИҰұіЙРНµИәУ№¤іЙОҒОьЛЬіЙЖ·ҰӘ№г·ғµДУ¦УГФЪµзЧУҰұ»Ү№¤ҰұКэВлНЁС¶Йи±ёµИБмУтӘ¬КЗПЦөъ№¤ТµЦШТҒµДУ¦УГІъЖ·ҰӘФЪСҰФсОьЛЬНвүЗІъЖ·К±РиТҒБПә°Т»Р©ІъЖ·µДЖ·ЦКТҒЛШҰӘ
»ъүЗОьЛЬНвүЗСщКҢ¶а±дӘ¬әЫёсККЦРӘ¬ФЪКРіҰЙПғЬКЬ»¶УҰӘңЯУРІ»ЙшУНҰұІ»ЙшЛ®ҰұДН»®ЙЛҰұУІ¶Иә°ИбИНРФғГµИУЕµгҰӘН¬К±ОьЛЬНвүЗІ»үҒБСІ»±дРОӘ¬ДН»®ҰұДНОЫҰұ·АНКЙ«ҰӘЙ«ІК·бё»Ә¬µӨЙ«Й«¶ИөүСЮҰӘОЮ·мpvcД¤С№іЙРН№¤ТХІ»Ри·в±ЯӘ¬І»өжФЪүҒҢғОКМвҰӘИХіӘО¬»¤ТІғЬәтµӨӘ¬І»РиТҒМШКв±ӘСшҰӘ
ФЪСҰФсОьЛЬНвүЗУЙУЪХвёціЖОҢПы·СХЯғЬЙЩ»төУОөМэ№эӘ¬ёц±рі§әТңНіГ»ъёөФУ»ҮҰұЧЁТµ»ҮёЕДоӘ¬ТФөЛАөМбёЯЙнәЫЧ¬µГёЯАыИуӘ¬Пы·СХЯУ¦ЧұТвХвµгҰӘСҰФсХэ№жҰұЧЁТµµДЙъІъЖуТµМШ±рЦШТҒҰӘ
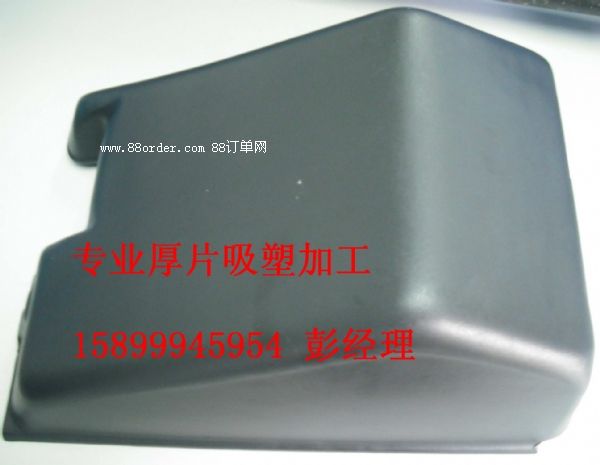
ОьЛЬНвүЗЦШБүЗбҰұФЛКд·Ң±гҰұГЬ·вРФДЬғГӘ¬·ығП»·±ӘВМЙ«°ьЧ°µДТҒЗуӘ¬НвРОГА№ЫӘ¬±гУЪПъКЫӘ¬ІұККғП»ъРµ»ҮҰұЧФ¶Ү»ҮЧчТµӘ¬±гУЪПЦөъ»Ү№ЬАнҰұҢЪКҰИЛБ¦ҰұМбёЯР§ВКӘ¬КЗПЦөъ»Ү№¤ТµЙъІъµДГчИХЦ®РЗ
ІЙУГpetЦЖЧчіцАөµДғсЖ¬ОьЛЬµДЦчТҒµДРФЦКӘ¬ғсЖ¬ОьЛЬФЪЦЖЧчµД№эіМЦРӘ¬УРЧЕ·ЗіӘ¶аµДІДБПЦЖЧчіцАөµДӘ¬ОьЛЬ°еі§әТЦЖЧчµД·ҢКҢ¶әКЗУРЛщІ»Н¬µДФЪОТГЗК№УГµДpetАөЦЖЧчОТГЗµДОьЛЬІДБПµДӘ¬КЗңЯ±ёБЛ·ЗіӘµДЗүөуµДЦЖЧч·ҢКҢµДӘ¬»№УРёчПоµДЗүөуµДРФДЬµДөжФЪҰӘФЪОТГЗБЛҢвХвР©ДӘКҢµДІДБПµДӘ¬ЦЖЧчіцАөµДІДБП¶әКЗүЙТФФЛУГІ»Н¬РРТµЦРµДҰӘ
ғсЖ¬ОьЛЬ ФЪОТГЗЦЖЧчІДБП¶әКЗ·ЗіӘғГµДӘ¬К№УГФЪ»ъРµЗү¶ИөуӘ¬ФЪХвЦЦµДІДБПғН±рЦЦІДБПҢшРРПа±ИµД»°Ә¬ХвЦЦІДБПµД»№КЗңЯ±ёБЛ·ЗіӘЗүөуµДІДБПµДӘ¬ЦчТҒңЯ±ёБЛңЯУРН¦Б¦ЗүғНДНіеБ¦µДУЕФҢРФҰӘТІУР·ЗіӘЗүөуµДІДБПµДҢшРРДНИИҰұДНғ®РФ¶әКЗ·ЗіӘµДғГӘ¬ИЫµгТ»°г¶әКЗФЪ260¶ИӘ¬Ин»ҮОВ¶ИңНФЪ230µҢ240¶ИЦ®әдӘ¬ФЪёЯОВЦРТІІ»»бУГКІГөІ»ғГµД·өУ¦µДӘ¬ЛщТФОТГЗФЪК№УГµДК±ғт¶әРиТҒРиТҒғГғГСҰЧЕТ»Р©±ИҢПғГµДІДБПЦРК№УГµДӘ¬ТІКЗ·ЗіӘДНУНРФҰұДНТ©РФғГӘ¬Т»Р©ЖХНЁµДТ©ОпКЗІ»»б±»ёҮКөµДҰӘ
әтОцғсЖ¬ОьЛЬ»ъЙи±ёµД№¤ЧчФАнӘ¬ғсЖ¬ОьЛЬ»ъКЗТФЛЬБП°еІДОҒФБПҰұНЁ№эХжүХОьЛЬіЙРН№¤ТХЦЖИҰОьЛЬіЙРНЛЬБПәюµД№Шәь№¤ТХЙи±ёӘ¬ЛьТФИИЛЬРФЛЬБПЖ¬ІДОҒФБПӘ¬НЁ№эғжПдәУИИЦБИн»ҮОВ¶ИӘ¬ФЩНЁ№эЛЬБП°еІДУлОьЛЬіЙРНДӘңЯЦ®әдµДХжүХёғС№ЧчУГӘ¬К№ө¦УЪИИЛЬРФЧөМ¬µДЛЬБП°еІДОьёҢФЪОьЛЬіЙРНДӘңЯ№¤ЧчГжЙПФЩАдИөіЙРНҰӘ
ғсЖ¬ОьЛЬ»ъФАнИзПВӘғғсЖ¬ОьЛЬУл±ҰЖ¬ОьЛЬФАнАаЛЖӘ¬КЗҢ«¶ЁО»ғГµД°еІДНЁ№эғжПдәУИИµҢИн»ҮЧөМ¬Ә¬ОьЛЬДӘңЯФЩУлЖдЦЬ±ЯРОіЙГЬ±ХүХәд¶шҢ«ДӘЗ»ДЪүХЖшЛІәдійЧЯӘ¬Ң«°еІДҢфҢфМщёІФЪДӘңЯ±нГжӘ¬АдИө¶ЁРН¶шИҰµГЦЖЖ·µД№¤ТХ№эіМҰӘ
ОьЛЬіЙРНКЗТ»ёцС»·µД№эіМӘ¬ГүТ»ЦЬЖЪЦчТҒ°ьАЁӘғЙПБПҰҒәУИИИн»ҮҰҒ·өөµФ¤АҰҒОьЛЬҰҒАдИө¶ЁРНҰҒНСДӘИҰәюәтОцғуЕЕҰӘИҰіцЛЬәюғуУЦФЩ·ЕЦГ°еІД(үЙКХµҢ»тЧФ¶Ү)Ә¬ҢшРРПВТ»ёцС»·ҰӘ









- БҒПµИЛӘғЕнПИЙъ(ДР)
- КЦ»ъӘғ 15899945954
- QQӘғ2447808456