
БъжОЭтПЧ|КёЮќЫмЭтПЧ
ФкЪЮМўжївЊЪЧжИЫмСЯМўЃЌЦфГЩаЭЙЄвегазЂЫмЁЂЮќЫмЁЂДЕЫмЁЂМЗЫмЕШЁЃзЂЫмГЩаЭЩњВњаЇТЪИпЁЂГЩаЭЕФВњЦЗОЋЖШИпЁЂПЩГЩаЭИДдгЕФСуМўЃЌЕЋФЃОпЭЖШыЗбгУДѓЁЂВњЦЗИќаТТ§ЁЂСуМўГпДчЪмЕНГЩаЭЛњЕФЙцИёЯожЦЃЌвђДЫЃЌзЂЫмГЩаЭдкПЭГЕЩЯЕФгІгУжївЊЪЧвЧБэАхЁЂПеЕїГіЗчПкЕШИДдгСуМўвдМАвЊЧѓгаОЋШЗХфКЯЕФСуМўЁЃЮќЫмГЩаЭдђФЃОпЭЖШыЗбгУаЁЁЂЪЪКЯДѓГпДчСуМўЩњВњЁЂЪЪКЯИќаТЛЛДњПьЕФВњЦЗЃЌЕЋГпДчОЋЖШВЛИпЃЌЩњВњаЇТЪЕЭЁЃгЩгкПЭГЕФкЪЮЪЧвдДѓЕФИВИЧМўЮЊжїЃЌОЋЖШвЊЧѓВЛИпЃЌЧвПЭГЕБОЩэЕФВњСПОЭВЛИпЃЌвЛИіГЕаЭвЛАуФъВњМИАйЬЈзѓгвЃЌМгЩЯПЭЛЇОГЃЖдГЕФкВПХфжУЬсГіИїжжвЊЧѓЃЌСуМўГпДчКЭЭтЙлЛђЖрЛђЩйЗЂЩњБфИќЃЌвђДЫЮќЫмЙЄведкПЭГЕЕФФкЪЮМўЩЯгУЕУБШНЯЖрЁЃДЕЫмЁЂМЗЫмГЩаЭЖМЪЧЩњВњЬиЖЈвЊЧѓЕФЫмСЯМўЃЌдкПЭГЕФкЪЮЕФСьгђжаЪЪгУЗЖЮЇНЯаЁЁЃ
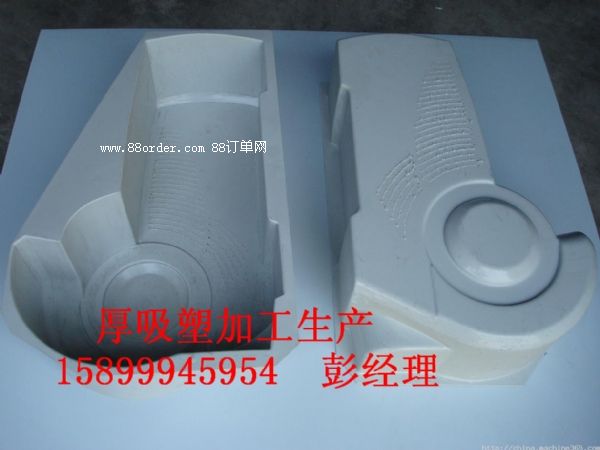
ЯждквдПЭГЕФкВрАхЮќЫмМўЮЊР§ЃЌМђЪіЮќЫмЕФЙЄвеЙ§ГЬЁЃСуМўГпДчЮЊ1200mmЁС1000mmЁС250mmЃЌгУЕНЕФabsАхВФЪЧГпДчЮЊ1400mmЁС1200mmЁС4mmЁЃЪзЯШвЊШЗШЯАхВФЕФбеЩЋЦЄЮЦЃЌвђЮЊФкзАЪЮЕФбеЩЋКЭЦЄЮЦЪЧКмживЊЕФЃЌГЫПЭвЛЩЯГЕЪзЯШИаЪмЕНЕФЪЧГЕФкЕФЛЗОГЁЃдйПДПДАхВФЪЧЗёДгИеПЊЗтЕФАќзАДќжаШЁГіЃЌШєВЛЪЧЃЌАхВФЛЙашЗХЕНКцЗПжаКцИЩЁЃвђЮЊШчЙћАхВФГБЪЊЃЌдкМгЮТЪБЛсЪЙАхВФБэУцЦ№ЦјХнЃЌЭтЙлжЪСПЖёЛЏЃЌбЯжиЪБЛЙЛсЪЙАхВФдкГЩаЭЙ§ГЬжаРСбЁЃЭЌЪБФЃОпзАЕНЮќЫмЛњЩЯЃЌЕїећЮЛжУКЭбЙПђЃЌЖдФЃОпЕФЩЯЩ§Й§ГЬКЭЪБМфНјаадЄЯШЩшЖЈЃЛФЃОпЖЅВПВЛФмГЌГіЮќЫмЛњЙЄзїЦНЬЈЃЌШЛКѓОЭЖдФЃОпМгЮТЃЌдМЕН60ЁцзѓгвЁЃАхВФЗХЕНздЖЏЫЭСЯзАжУЩЯЃЌЛњЦїАбАхВФЫЭЕНЮќЫмЛњЙЄзїЬЈЩЯЃЈШчЙћУЛгаДЫЛњЙЙОЭвЊгУЪжЙЄАбАхВФЗХЕНЙЄзїЬЈЩЯЃЉЃЌбЙПђгЩЩЯЖјЯТАбАхВФбЙНєЁЃШЛКѓМгШШЛњЙЙвЦЕНЙЄзїЬЈЩЯЗНЃЌЖдАхВФНјааМгШШЃЌвЛАуМгШШЕН120ЁцзѓгвЃЌЪБМф2~3ЗжжгЃЛШчЙћЪЧЯШНјЕФЩшБИЃЌЛЙПЩвдЖдМгШШЦїНјааЧјгђЮТЖШЩшЖЈЃЌРЩьДѓЕФЕиЗНЪЪЕБдіДѓМгШШЮТЖШЃЛМгШШЭъКѓЃЌМгШШЛњЙЙвЦПЊЃЌЭЌЪБФЃОпПЊЪМЯђЩЯвЦЁЃЮЊСЫЗРжЙФЃОпдкЩЯЩ§Й§ГЬжаЙ§дчХіЕНАхВФЃЌЪЙСуМўВњЩњКлМЃЃЌдкФЃОпЩЯЩ§ЕНвЊХіЕНАхВФЧАЃЌДгФЃОпЕФЮќЦјПзДЕГіПеЦјЃЌАбАхВФДЕЕУЙФЦ№РДЁЃФЃОпМЬајЩЯЩ§ЃЌЩ§ЕНвЊЧѓЕФЮЛжУКѓЃЌЭЃжЙЩЯЩ§ЃЌПЊЪМЮќЦјЃЌЮќЦјЦјбЙвЛАуЪЧ0.6~0.9ИіДѓЦјбЙЃЌОпЬхПДАхВФЕФКёЖШКЭадФмЖјЖЈЁЃЮќЦјЪБМфКмПьЃЌвЛАуЪЧМИУыжгЃЌШЛКѓРфШДдМ2ЗжжгЃЌдкРфШДЙ§ГЬжавЊБЃГжецПеЯфЕФИКбЙВЛФмЯТНЕЬЋРїКІЃЌвдУтГіЯжАхВФЛиЕЏЃЌдьГЩГпДчВЛзМЃЌзюКУИКбЙЯТНЕВЛвЊГЌГідРДЮќЦјЦјбЙЕФ20ЃЅЁЃРфШДзюжївЊЕФЗНЪНЪЧЗчРфЃЌгааЉЮЊСЫЬсИпЩњВњаЇТЪЃЌвВЛсгУЕНЫЎЮэХчШїРфШДЁЃРфШДКѓОЭЪЧЭбФЃЃЌЖдгкздЖЏЮќЫмЛњРДЫЕОЭЪЧФЃОпЯТНЕЃЌЭбРыЙЄМўЃЌЖдЭбФЃаБЖШгавЛЖЈЕФвЊЧѓЃЌЗёдђЭбФЃВЛЫГРћЛсАбСуМўРЦЦСбЁЃНгзХОЭЪЧЩЯЩ§бЙПђЃЌШЁГіСуМўЁЃЕНДЫЮЊжЙЃЌЮќЫмГЩаЭЙ§ГЬОЭЫуЪЧЭъГЩСЫЁЃЕЋЖдгкЭъећЕФСуМўРДЫЕЃЌЛЙашЖдГЩаЭГіРДЕФЙЄМўНјааЧаБпКЭзщзАМгЙЄЁЃЧаБпМгЙЄПЩвдЪЧЪжЙЄЃЌвВПЩвдЪЧШ§ЮЌЪ§ПиЯГМгЙЄЁЃ
ЮќЫмЙЄвеЕФгХШБЕуЃК
гХЕуЃК1ЃЉФЃОпГЩБОНЯзЂЫмаЁЃЌЪЪгУгыНЯаЁХњСПЕФЩњВњЁЃ
2ЃЉвЛИБФЃОпПЩвдзіВЛЭЌВФСЯКЭКёЖШЕФВњЦЗЁЃ
ШБЕуЃК1ЃЉЖдЭаХЬаЮзДгаЯожЦЃЌжЛПЩвдЩњВњАыЧђаЭЭаХЬЁЃ
2ЃЉВњЦЗГпДчОЋЖШНЯзЂЫмвЊВюЁЃ
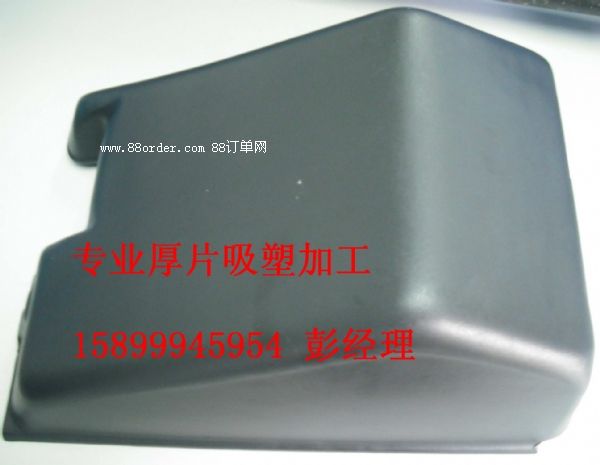
ЮќЫмЙЄвеЕФЗжРр
1ЃЉАДЫљгУФЃОпЗжЃКЮќЫмФЃжївЊгаЭЙФЃКЭАМФЃЮќЫм2жжЁЃ
АМФЃгХЕуЃКФкБэУц(aУц)ЮДгыФЃОпНгДЅ,ЫљвдИУБэУцЙтНр,ЪЪгУгкБљЯфЁЂРфЙёЕФЯфЕЈЕШгУФкБэУцзїЪЙгУУцЕФВПМў;СэЭт,дкБЃжЄФкБэУцГпДчЕФЧАЬсЯТ,АхВФКёЖШПЩМѕаЁ,ДгЖјНкдМВФСЯ,ГЩаЭвВШнвзЁЃ
ШБЕу:ФЃОпГпДчВЮЪ§ВЛвзеЦЮе,ФЃОпФкВПГпДчРЉДѓШнвз,ЫѕаЁРЇФб,ЮќЫмЪБЛЙашХфжУИЈжњГЩаЭЙЄзАЁЃ
ЭЙФЃгХЕуЃКФЃОпГпДчЫѕаЁШнвз,bУцЙтНр,ЪЪгУгкЦћГЕвЧБэХЬЕШвЊЧѓbУцТЖдкЭтУцЕФСуМўЁЃ
ШБЕу:ВФСЯКёЖШБШАМФЃГЩаЭвЊКё,ВФСЯРЩьДѓ,aУцДжВк,ЖјРфЙёБљЯфФкЕЈ,ЛђдЁИзЕШвЊЧѓaУцЙтНрЁЃ
2ЃЉАДАхЁЂЦЌВФКёЖШЗжЃК
ФПЧАЪаГЁЩЯжївЊгаЬсЙЉСНжжЮќЫмМгЙЄЁЃвЛжжЪЧКёЖШдк2.5mmвдЯТЕФЮќЫмМгЙЄЃЌвЛАугУОэВФМгЙЄГЩаЭЁЃСэЭтвЛжжЪЧКёЖШдк3~12mmЕФЃЌвЛАугУАхВФМгЙЄГЩаЭЁЃетСНжжЕФМгЙЄЫљгУЛњЦїВЛЭЌЃЌЫљвддкбАевЙЉгІЩЬЪБКђвЊзЂвтБцБ№ЖдЗНЕФЩњВњФмСІЁЃ









- СЊЯЕШЫЃКХэЯШЩњ(Фа)
- ЪжЛњЃК 15899945954
- QQЃК2447808456