
东莞厚壁吸塑厂家
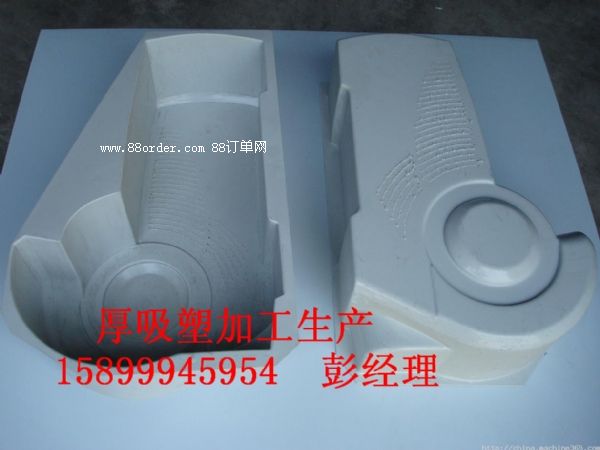
现在以客车内侧板吸塑件为例,简述吸塑的工艺过程。零件尺寸为1200mm×1000mm×250mm,用到的abs板材是尺寸为1400mm×1200mm×4mm。首先要确认板材的颜色皮纹,因为内装饰的颜色和皮纹是很重要的,乘客一上车首先感受到的是车内的环境。再看看板材是否从刚开封的包装袋中取出,若不是,板材还需放到烘房中烘干。因为如果板材潮湿,在加温时会使板材表面起气泡,外观质量恶化,严重时还会使板材在成型过程中拉裂。同时模具装到吸塑机上,调整位置和压框,对模具的上升过程和时间进行预先设定;模具顶部不能超出吸塑机工作平台,然后就对模具加温,约到60℃左右。板材放到自动送料装置上,机器把板材送到吸塑机工作台上(如果没有此机构就要用手工把板材放到工作台上),压框由上而下把板材压紧。然后加热机构移到工作台上方,对板材进行加热,一般加热到120℃左右,时间2~3分钟;如果是先进的设备,还可以对加热器进行区域温度设定,拉伸大的地方适当增大加热温度;加热完后,加热机构移开,同时模具开始向上移。为了防止模具在上升过程中过早碰到板材,使零件产生痕迹,在模具上升到要碰到板材前,从模具的吸气孔吹出空气,把板材吹得鼓起来。模具继续上升,升到要求的位置后,停止上升,开始吸气,吸气气压一般是0.6~0.9个大气压,具体看板材的厚度和性能而定。吸气时间很快,一般是几秒钟,然后冷却约2分钟,在冷却过程中要保持真空箱的负压不能下降太厉害,以免出现板材回弹,造成尺寸不准,最好负压下降不要超出原来吸气气压的20%。冷却最主要的方式是风冷,有些为了提高生产效率,也会用到水雾喷洒冷却。冷却后就是脱模,对于自动吸塑机来说就是模具下降,脱离工件,对脱模斜度有一定的要求,否则脱模不顺利会把零件拉破裂。接着就是上升压框,取出零件。到此为止,吸塑成型过程就算是完成了。但对于完整的零件来说,还需对成型出来的工件进行切边和组装加工。切边加工可以是手工,也可以是三维数控铣加工。
吸塑工艺的优缺点:
优点:1)模具成本较注塑小,适用与较小批量的生产。
2)一副模具可以做不同材料和厚度的产品。
缺点:1)对托盘形状有限制,只可以生产半球型托盘。
2)产品尺寸精度较注塑要差。
吸塑工艺的分类
1)按所用模具分:吸塑模主要有凸模和凹模吸塑2种。
凹模优点:内表面(a面)未与模具接触,所以该表面光洁,适用于冰箱、冷柜的箱胆等用内表面作使用面的部件;另外,在保证内表面尺寸的前提下,板材厚度可减小,从而节约材料,成型也容易。
缺点:模具尺寸参数不易掌握,模具内部尺寸扩大容易,缩小困难,吸塑时还需配置辅助成型工装。
凸模优点:模具尺寸缩小容易,b面光洁,适用于汽车仪表盘等要求b面露在外面的零件。
缺点:材料厚度比凹模成型要厚,材料拉伸大,a面粗糙,而冷柜冰箱内胆,或浴缸等要求a面光洁。
2)按板、片材厚度分:
目前市场上主要有提供两种吸塑加工。一种是厚度在2.5mm以下的吸塑加工,一般用卷材加工成型。另外一种是厚度在3~12mm的,一般用板材加工成型。这两种的加工所用机器不同,所以在寻找供应商时候要注意辨别对方的生产能力。









- 联系人:彭先生(男)
- 手机: 15899945954
- QQ:2447808456