


ЫГЕТКёЮќЫм
ЮќЫмЭтПЧЪЧжкЖрЮќЫмВњЦЗжаЕФвЛжжЃЌЭЈЙ§ЖдЫмСЯЦЌВФНјааЧаИюЁЂЦЌВФЙЬЖЈЁЂМгШШЁЂГЩаЭЕШМгЙЄГЩЮЊЮќЫмГЩЦЗЁЃЙуЗКЕФгІгУдкЕчзгЁЂЛЏЙЄЁЂЪ§ТыЭЈбЖЩшБИЕШСьгђЃЌЪЧЯжДњЙЄвЕживЊЕФгІгУВњЦЗЁЃдкбЁдёЮќЫмЭтПЧВњЦЗЪБашвЊСЯМАвЛаЉВњЦЗЕФЦЗжЪвЊЫиЃЌбЁдёИпЦЗжЪЭтПЧЪЧЬсЩ§ВњЦЗЦЗжЪЕФживЊЛљДЁЁЃ
ЮќЫмЭтПЧбљЪНЖрБфЃЌМлИёЪЪжаЃЌдкЪаГЁЩЯКмЪмЛЖгЁЃЦфОпгаВЛЩјгЭЁЂВЛЩјЫЎЁЂФЭЛЎЩЫЁЂгВЖШМАШсШЭадКУЕШгХЕуЁЃЭЌЪБЮќЫмЭтПЧВЛПЊСбВЛБфаЮЃЌФЭЛЎЁЂФЭЮлЁЂЗРЭЪЩЋЁЃЩЋВЪЗсИЛЃЌЕЅЩЋЩЋЖШДПбоЁЃЮќЫмГЩаЭЙЄвеашвЊКѓајЖрЕРМгЙЄЙЄађЃЌзіЙЄОЋСМЃЌШеГЃЪЙгУвзгкЮЌЛЄЃЌВЛашвЊЬиЪтБЃбјЁЃ
дкбЁдёЮќЫмЭтПЧЪБгЩгкетИіГЦЮНЯћЗбепКмЩйЛђДгЮДЬ§Й§ЃЌВЛСМЮќЫмГЇМвОЭГУЛњИДдгЛЏЁЂзЈвЕЛЏИХФюЃЌвдДЫРДЬсИпЩэМлзЌЕУИпРћШѓЃЌЯћЗбепгІзЂвтетЕуЁЃбЁдёе§ЙцЁЂзЈвЕЕФЮќЫмЩњВњЦѓвЕЬиБ№живЊЁЃ
ЮќЫмЭтПЧЛњПЧжиСПЧсЁЂдЫЪфЗНБуЁЂУмЗтадФмКУЃЌЗћКЯЛЗБЃТЬЩЋАќзАЕФвЊЧѓЃЌЭтаЮУРЙлЃЌБугкЯњЪлЃЌВЂЪЪКЯЛњаЕЛЏЁЂздЖЏЛЏзївЕЃЌБугкЯжДњЛЏЙмРэЁЂНкЪЁШЫСІЁЂЬсИпаЇТЪЁЃЮќЫмЭтПЧЛњПЧбљЪНЖрБфЃЌМлИёЪЪжаЃЌдкЪаГЁЩЯКмЪмЛЖгЃЌОпгаВЛЩјгЭЁЂВЛЩјЫЎЁЂФЭЛЎЩЫЁЂгВЖШМАШсШЭадКУЕШгХЕуЁЃ
ЙЋЫОЩњВњМгЙЄЗЖЮЇКИЧИїРрИпФбЖШЕФЃКЦћХфЮяСїКёЮќЫмАќзАЭаХЬЁЂhdpeКёЮќЫмАќзАЭаХЬЁЂЦћГЕТжьБЭаХЬЁЂЦћГЕИжШІЭаХЬЁЂЬьЕиИЧЭаХЬЁЂОХНХЭаХЬЁЂЬЋбєФмЙтЗќАхЮќЫмжмзЊЭаХЬЁЂabsДѓаЭКёЮќЫмЭаХЬЁЂЦћХфжмзЊЯфЭаХЬЁЂЮхН№ХфМўАќзАЭаХЬЁЂЮяСїАќзАЭаХЬжмзЊЯфЁЂГіПкКёАќзАЭаХЬЁЂpsКёЦЌЮќЫмГЩаЭЁЂДѓаЭбЧПЫСІбЙЫмЁЂвНСЦЦїаЕЛњЯфжЦЦЗЕШЁЃжївЊВЩгУжївЊВЩгУТСКЯН№ФЃОпецПеЮќЫмГЩаЭЃЌЦфВњЦЗМШФмЬцДњзЂЫмжЦЦЗЃЌгжФмНкЪЁАКЙѓЕФзЂЫмФЃОпГЩБОЃЌОпгаГЩБОЕЭЁЂЦЗжЪИпЁЂЩњВњжмЦкПьЕШЬиадЃЌЫмСЯЭтПЧЪЪКЯгкаТЦЗПЊЗЂКЭжааЁХњСПЭЖЗХЪаГЁЁЃ
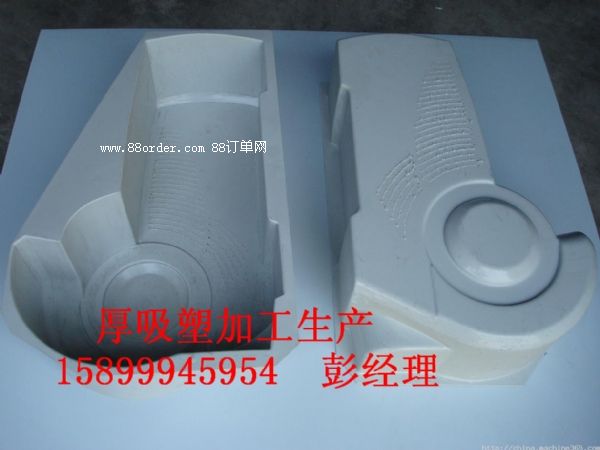
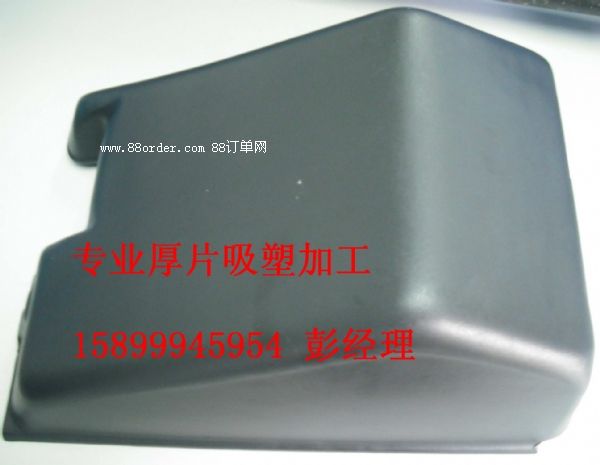
ЮќЫмГЩаЭАДЙЄвеПЩЗжЮЊАхВФЮќЫмКЭШэжЪБэЦЄЮќЫмСНжжЁЃЮќЫмгУЕФВФСЯжївЊЪЧБћЯЉыц-ЖЁЖўЯЉ-БНввЯЉЃЈabsЃЉАхВФЃЌгааЁВПЗжСуМўгУгаЛњВЃСЇЃЈpmmaЃЉАхВФЁЃПЭГЕЕФМнЪЛЪвзѓгвСНВрЕФФкАхЁЂЖЅВПФкАхЁЂКѓВПФкАхвдМАвЛаЉЕчЦїЯфИЧАхМАЦфЫћИЧАхгУЕФЖМЪЧabsАхВФГЩаЭЁЃЯждкЛЙгавЛжжЧїЪЦОЭЪЧгУИДКЯabsАхВФДњЬцвЛАуabsАхВФЃЌИДКЯabsАхВФОЭЪЧдкАхВФЩЯМгвЛВуЗЂХнЕФОлБћЯЉЛђОлТШввЯЉВФСЯЃЌвЛЦ№ЙібЙГЩДјЦЄЮЦЛђЪжИаЯёецЦЄЕФАхВФЁЃвЊЧѓЭИУїЕФвЧБэЬЈЕФвєЯьИЧАхЃЌвЊЧѓЗРРЯЛЏЕФГЕЩэЭтЕФЭИЦјИёеЄЃЌвЛАугУЕФЪЧЖМгаЛњВЃСЇГЩаЭЁЃШэжЪБэЦЄЮќЫмЙЄвежївЊгУдкПЭГЕвЧБэЬЈЩЯЃЌЛљЬхвЛАуЪЧВЃСЇИжМўЃЈfrpЃЉЃЌдкВЃСЇИжМўЩЯПЊЮќЦјПзЮќБэЦЄЃЌБэЦЄЕФВФСЯжївЊгаОлТШввЯЉМгЗЂХнОлБћЯЉЃЈpvc/ppfЃЉИДКЯВФСЯЁЃ
ФкЪЮМўжївЊЪЧжИЫмСЯМўЃЌЦфГЩаЭЙЄвегазЂЫмЁЂЮќЫмЁЂДЕЫмЁЂМЗЫмЕШЁЃзЂЫмГЩаЭЩњВњаЇТЪИпЁЂГЩаЭЕФВњЦЗОЋЖШИпЁЂПЩГЩаЭИДдгЕФСуМўЃЌЕЋФЃОпЭЖШыЗбгУДѓЁЂВњЦЗИќаТТ§ЁЂСуМўГпДчЪмЕНГЩаЭЛњЕФЙцИёЯожЦЃЌвђДЫЃЌзЂЫмГЩаЭдкПЭГЕЩЯЕФгІгУжївЊЪЧвЧБэАхЁЂПеЕїГіЗчПкЕШИДдгСуМўвдМАвЊЧѓгаОЋШЗХфКЯЕФСуМўЁЃЮќЫмГЩаЭдђФЃОпЭЖШыЗбгУаЁЁЂЪЪКЯДѓГпДчСуМўЩњВњЁЂЪЪКЯИќаТЛЛДњПьЕФВњЦЗЃЌЕЋГпДчОЋЖШВЛИпЃЌЩњВњаЇТЪЕЭЁЃгЩгкПЭГЕФкЪЮЪЧвдДѓЕФИВИЧМўЮЊжїЃЌОЋЖШвЊЧѓВЛИпЃЌЧвПЭГЕБОЩэЕФВњСПОЭВЛИпЃЌвЛИіГЕаЭвЛАуФъВњМИАйЬЈзѓгвЃЌМгЩЯПЭЛЇОГЃЖдГЕФкВПХфжУЬсГіИїжжвЊЧѓЃЌСуМўГпДчКЭЭтЙлЛђЖрЛђЩйЗЂЩњБфИќЃЌвђДЫЮќЫмЙЄведкПЭГЕЕФФкЪЮМўЩЯгУЕУБШНЯЖрЁЃДЕЫмЁЂМЗЫмГЩаЭЖМЪЧЩњВњЬиЖЈвЊЧѓЕФЫмСЯМўЃЌдкПЭГЕФкЪЮЕФСьгђжаЪЪгУЗЖ
ЯждквдПЭГЕФкВрАхЮќЫмМўЮЊР§ЃЌМђЪіЮќЫмЕФЙЄвеЙ§ГЬЁЃСуМўГпДчЮЊ1200mmЁС1000mmЁС250mmЃЌгУЕНЕФabsАхВФЪЧГпДчЮЊ1400mmЁС1200mmЁС4mmЁЃЪзЯШвЊШЗШЯАхВФЕФбеЩЋЦЄЮЦЃЌвђЮЊФкзАЪЮЕФбеЩЋКЭЦЄЮЦЪЧКмживЊЕФЃЌГЫПЭвЛЩЯГЕЪзЯШИаЪмЕНЕФЪЧГЕФкЕФЛЗОГЁЃдйПДПДАхВФЪЧЗёДгИеПЊЗтЕФАќзАДќжаШЁГіЃЌШєВЛЪЧЃЌАхВФЛЙашЗХЕНКцЗПжаКцИЩЁЃвђЮЊШчЙћАхВФГБЪЊЃЌдкМгЮТЪБЛсЪЙАхВФБэУцЦ№ЦјХнЃЌЭтЙлжЪСПЖёЛЏЃЌбЯжиЪБЛЙЛсЪЙАхВФдкГЩаЭЙ§ГЬжаРСбЁЃЭЌЪБФЃОпзАЕНЮќЫмЛњЩЯЃЌЕїећЮЛжУКЭбЙПђЃЌЖдФЃОпЕФЩЯЩ§Й§ГЬКЭЪБМфНјаадЄЯШЩшЖЈЃЛФЃОпЖЅВПВЛФмГЌГіЮќЫмЛњЙЄзїЦНЬЈЃЌШЛКѓОЭЖдФЃОпМгЮТЃЌдМЕН60ЁцзѓгвЁЃАхВФЗХЕНздЖЏЫЭСЯзАжУЩЯЃЌЛњЦїАбАхВФЫЭЕНЮќЫмЛњЙЄзїЬЈЩЯЃЈШчЙћУЛгаДЫЛњЙЙОЭвЊгУЪжЙЄАбАхВФЗХЕНЙЄзїЬЈЩЯЃЉЃЌбЙПђгЩЩЯЖјЯТАбАхВФбЙНєЁЃШЛКѓМгШШЛњЙЙвЦЕНЙЄзїЬЈЩЯЗНЃЌЖдАхВФНјааМгШШЃЌвЛАуМгШШЕН120ЁцзѓгвЃЌЪБМф2~3ЗжжгЃЛШчЙћЪЧЯШНјЕФЩшБИЃЌЛЙПЩвдЖдМгШШЦїНјааЧјгђЮТЖШЩшЖЈЃЌРЩьДѓЕФЕиЗНЪЪЕБдіДѓМгШШЮТЖШЃЛМгШШЭъКѓЃЌМгШШЛњЙЙвЦПЊЃЌЭЌЪБФЃОпПЊЪМЯђЩЯвЦЁЃЮЊСЫЗРжЙФЃОпдкЩЯЩ§Й§ГЬжаЙ§дчХіЕНАхВФЃЌЪЙСуМўВњЩњКлМЃЃЌдкФЃОпЩЯЩ§ЕНвЊХіЕНАхВФЧАЃЌДгФЃОпЕФЮќЦјПзДЕГіПеЦјЃЌАбАхВФДЕЕУЙФЦ№РДЁЃФЃОпМЬајЩЯЩ§ЃЌЩ§ЕНвЊЧѓЕФЮЛжУКѓЃЌЭЃжЙЩЯЩ§ЃЌПЊЪМЮќЦјЃЌЮќЦјЦјбЙвЛАуЪЧ0.6~0.9ИіДѓЦјбЙЃЌОпЬхПДАхВФЕФКёЖШКЭадФмЖјЖЈЁЃЮќЦјЪБМфКмПьЃЌвЛАуЪЧМИУыжгЃЌШЛКѓРфШДдМ2ЗжжгЃЌдкРфШДЙ§ГЬжавЊБЃГжецПеЯфЕФИКбЙВЛФмЯТНЕЬЋРїКІЃЌвдУтГіЯжАхВФЛиЕЏЃЌдьГЩГпДчВЛзМЃЌзюКУИКбЙЯТНЕВЛвЊГЌГідРДЮќЦјЦјбЙЕФ20ЃЅЁЃРфШДзюжївЊЕФЗНЪНЪЧЗчРфЃЌгааЉЮЊСЫЬсИпЩњВњаЇТЪЃЌвВЛсгУЕНЫЎЮэХчШїРфШДЁЃРфШДКѓОЭЪЧЭбФЃЃЌЖдгкздЖЏЮќЫмЛњРДЫЕОЭЪЧФЃОпЯТНЕЃЌЭбРыЙЄМўЃЌЖдЭбФЃаБЖШгавЛЖЈЕФвЊЧѓЃЌЗёдђЭбФЃВЛЫГРћЛсАбСуМўРЦЦСбЁЃНгзХОЭЪЧЩЯЩ§бЙПђЃЌШЁГіСуМўЁЃЕНДЫЮЊжЙЃЌЮќЫмГЩаЭЙ§ГЬОЭЫуЪЧЭъГЩСЫЁЃЕЋЖдгкЭъећЕФСуМўРДЫЕЃЌЛЙашЖдГЩаЭГіРДЕФЙЄМўНјааЧаБпКЭзщзАМгЙЄЁЃЧаБпМгЙЄПЩвдЪЧЪжЙЄЃЌвВПЩвдЪЧШ§ЮЌЪ§ПиЯГМгЙЄЁЃ









- СЊЯЕШЫЃКХэЯШЩњ(Фа)
- ЪжЛњЃК 15899945954
- QQЃК2447808456